








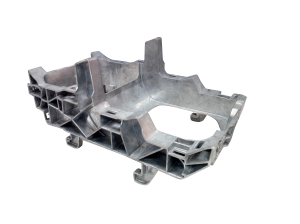
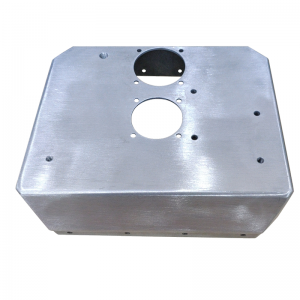
אַלומינום דיי קאַסט באַזע און דעקל פון ODU ענקלאָוזשער
ספּעציפֿיקאַציעס
ווי ווערן אַלומינום דיי קאַסטינגז געמאַכט?
די אַלומינום גיס-שטאַפֿן וואָס ווערן באַשאַפֿן מיט פֿאַרהאַרטעטן געצייַג שטאָל מוזן געמאַכט ווערן אין לפּחות צוויי סעקציעס כּדי די גיס-שטאַפֿן זאָלן קענען אַרויסגענומען ווערן. דער אַלומינום גיס-שטאַפֿן פּראָצעס איז פֿעיִק צו פּראָדוצירן צענדליגער טויזנטער אַלומינום גיס-שטאַפֿן אין אַ שנעלער סוקסעסיע. די גיס-שטאַפֿן זענען פֿעסט מאָנטירט אין דער גיס-שטאַפֿן מאַשין. די פֿיקסירטע העלפֿט איז סטאַציאָנער. די אַנדערע, די אינדזשעקטאָר-שטאַפֿן העלפֿט, איז באַוועגלעך. אַלומינום גיס-שטאַפֿן קענען זיין פּשוט אָדער קאָמפּליצירט, מיט באַוועגלעכע סליידס, קערנס אָדער אַנדערע טיילן, דיפּענדינג אויף די קאָמפּלעקסיטעט פֿון דער גיס-שטאַפֿן. צו אָנהייבן דעם גיס-שטאַפֿן פּראָצעס, ווערן די צוויי שטאַפֿן-העלפֿטן צוזאַמענגעקלעמט דורך דער גיס-מאַשין. הויך-טעמפּעראַטור פֿליסיקע אַלומינום צומיש ווערט אינדזשעקטירט אין דער שטאַפֿן-קאַוויטעט און שנעל פֿאַרהאַרטעט. דערנאָך ווערט די באַוועגלעכע שטאַפֿן-העלפֿט געעפֿנט און די אַלומינום גיס-שטאַפֿן ווערט אַרויסגעוואָרפֿן.
קוקט דאס ווידעא פון אונזער אלומיניום דיי גוסינג פאבריק צו לערנען וועגן קינגראן. ווידעא איז אויך פאראן אויףקינגראַן ביי Youtube.com
מנהג אַלומינום שטאַרבן קאַסטינג באַדינונגען:
טרימינג
אויסגראָבן
דעגרעסינג
קאָנווערסיע קאָוטינג
פּודער קאָוטינג
CNC טאַפּינג און מאַשינינג
העליקאַל ינסערט
פולע אינספּעקציע
פֿאַרזאַמלונג
צווייטיקע אָפּעראַציעס פון אַלומינום שטאַרבן קאַסטינג מיר פאָרשלאָגן:
·הויך פּינטלעכקייט CNC מאַשינינג, מילינג, דרילינג, טאַפּינג, E-קאָוטינג, אַנאָדייזינג
בענעפיטן פון דיי קאַסט באַזע און דעקל פון היץ זינקען
געגאסענע היץ זינקען ווערן פראדוצירט אין כמעט א פרישע פארעם, פארלאנגען ווייניג ביז קיין צוגעלייגטע פארזאמלונג אדער מאשינירונג, און קענען זיין זייער קאמפליצירט. געגאסענע היץ זינקען זענען פאפולער אין LED און 5G מארקפלעצער צוליב זייער אייגנארטיגע פארעם און וואג באדערפענישן, ווי אויך גרויסע פראדוקציע באדערפענישן.
1. פּראָדוצירן קאָמפּלעקסע 3D פֿאָרמען וואָס זענען נישט מעגלעך אין יקסטרוזשאַן אָדער פאָרדזשינג
2. היץ זינק, ראַם, האָוסינג, ענקלאָוזשער און פאַסטאַנינג עלעמענטן קענען זיין קאַמביינד אין אַ איין גוס
3. לעכער קענען זיין קערנד אין שטאַרבן קאַסטינג
4. הויך פּראָדוקציע קורס און נידעריק קאָסטן
5. שטרענגע טאָלעראַנסעס
6. דימענסיאָנעל סטאַביל
7. צווייטיקע מאַשינינג נישט פארלאנגט
צושטעלן אויסערגעוויינלעך גלייכע סערפאַסיז (גוט פֿאַר קאָנטאַקט צווישן היץ זינק און מקור)
קעראָוזשאַן קעגנשטעל ראַטעס פון גוט ביז הויך.
דיי קאַסטינג פּראָצעס אָפֿט געשטעלטע פֿראַגעס
1. קענט איר אונדז העלפֿן צו דיזיינען אָדער פֿאַרבעסערן דעם דיזיין פֿאַר מײַן פּראָדוקט?
מיר האָבן אַ פּראָפעסיאָנעלע אינזשעניריע מאַנשאַפֿט צו העלפֿן אונדזערע קאַסטאַמערז צו שאַפֿן זייער פּראָדוקט אָדער פֿאַרבעסערן זייער פּלאַן. מיר דאַרפֿן גענוג קאָמוניקאַציע איידער דעם פּלאַן צו פֿאַרשטיין אייער כוונה.
2. ווי אזוי צו באַקומען אַ ציטאַט?
ביטע שיקט אונדז 3D צייכענונגען אין IGS, DWG, STEP טעקע, אאז"וו, און 2D צייכענונגען פאר א טאלעראנץ פארלאנג. אונזער מאַנשאַפֿט וועט קאָנטראָלירן אַלע אייערע באדערפענישן פון א קוואָטע, און וועט געבן א פאָרשלאָג אין 1-2 טעג.
3. קענט איר טאָן פֿאַרזאַמלונג און קאַסטאַמייזד פּעקל?
יא, מיר האָבן אַ פֿאַרזאַמלונג ליניע, אַזוי איר קענט ענדיקן די פּראָדוקציע ליניע פון אייער פּראָדוקט ווי די לעצטע שריט אין אונדזער פאַבריק.
4. צי איר צושטעלן פריי סאַמפּאַלז איידער פּראָדוקציע? און ווי פילע?
מיר פאָרשלאָגן פריי T1 סאַמפּאַלז 1-5 פּקס, אויב קאַסטאַמערז דאַרפֿן מער סאַמפּאַלז, מיר וועלן באַשולדיקן עקסטרע סאַמפּאַלז.
5. ווען וועט איר שיקן די T1 מוסטערן?
עס וועט נעמען 35-60 ארבעט טעג פאר די דיי גיס פורעם, דערנאך וועלן מיר שיקן אייך א T1 מוסטער פאר באשטעטיגונג. און 15-30 ארבעט טעג פאר מאסן פראדוקציע.
6. ווי אזוי צו שיקן?
די פרייע מוסטערן און קליינע טיילן ווערן געווענליך געשיקט דורך FEDEX, UPS, DHL א.א.וו.
די פּראָדוקציע פון גרויסע קוואַנטיטעטן ווערט געוויינטלעך געשיקט דורך לופט אָדער דורך ים.


פּראָדוקטן קאַטעגאָריעס
-

אַלומינום גוס באַזע און דעקל פֿאַר 5G דרויסנדיק ...
-
אַלומינום הויך דרוק שטאַרבן קאַסטינג באַזע פֿאַר אויטאָ ...
-

שטאַרבן קאַסטינג באַזעבאַנד שפּיץ דעקל פון MC כאַוזינגז
-

אַלומינום שטאַרבן קאַסטינג סאַמל קאַבלע דעקן פון עלעקטר ...
-

אַלומינום געוואָרפן אַרמרעסט שטיצע באַזע דורך הויך דרוק ...
-
אַלומינום גיסן הינטערשטע דעקל פון עלעקטרישע קעסטל




